<blockquote id="kuyht"><progress id="kuyht"></progress></blockquote>
<ruby id="kuyht"></ruby>
產(chǎn)品描述
產(chǎn)品推薦

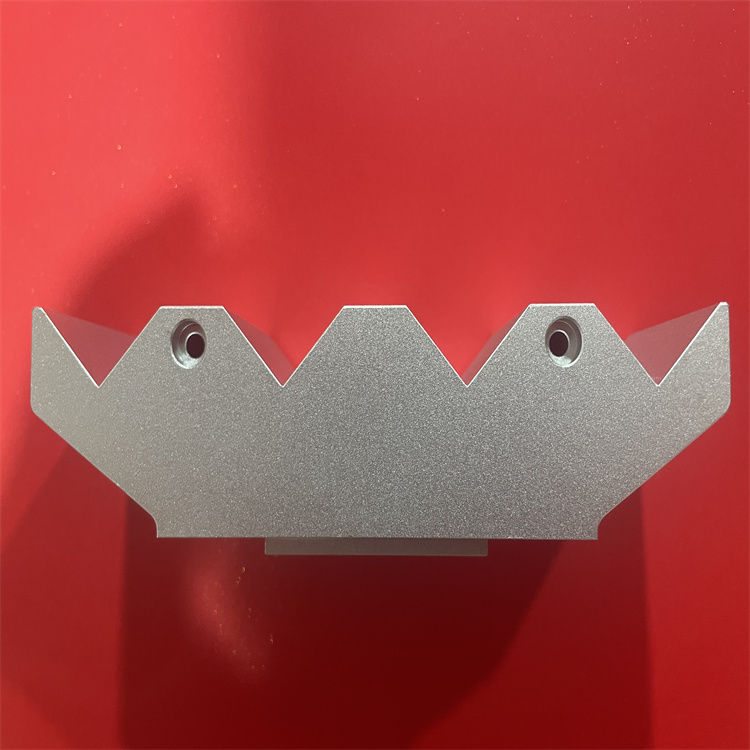
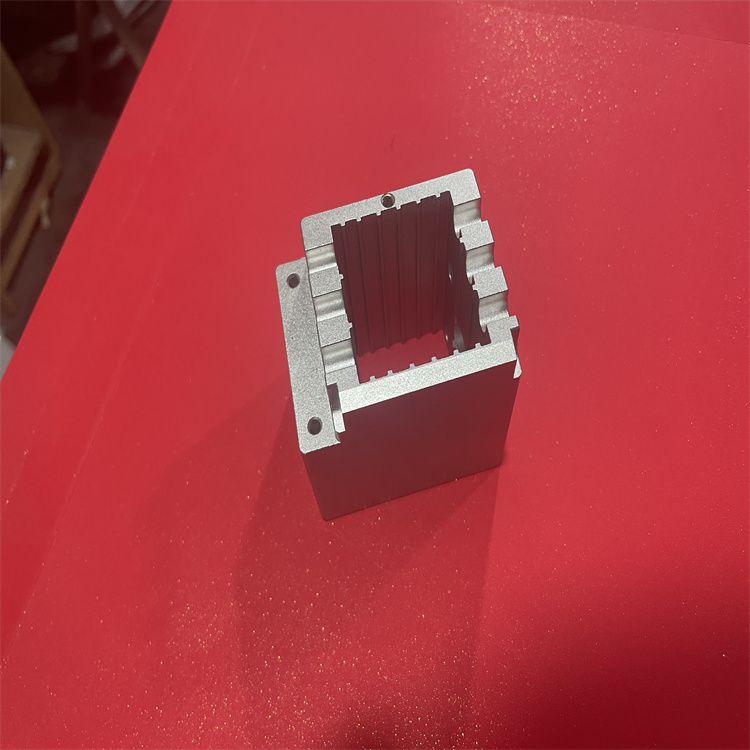

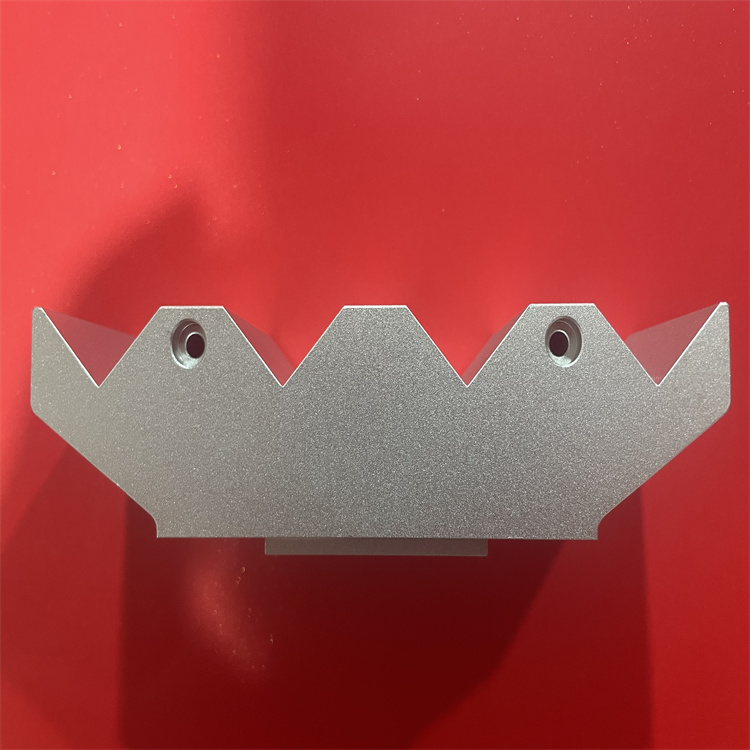
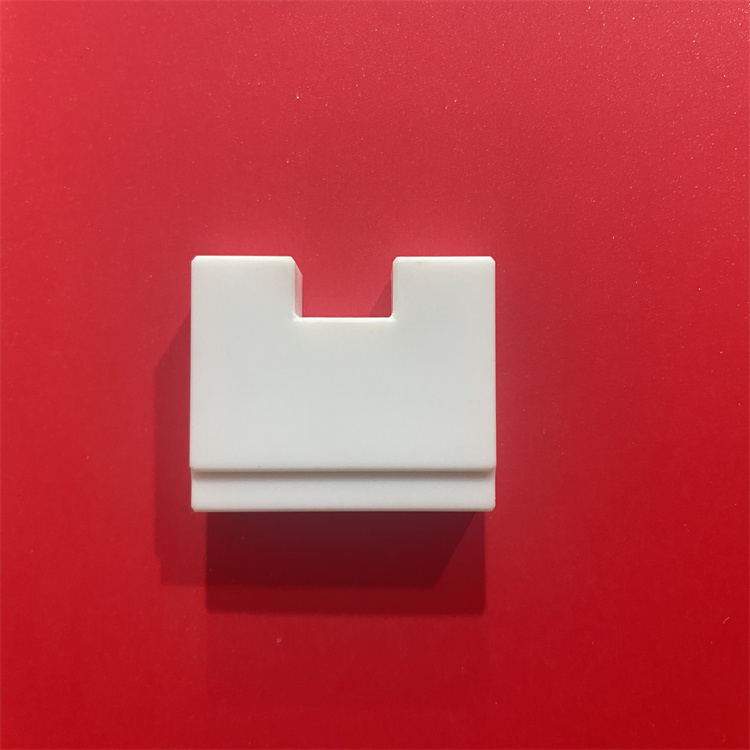
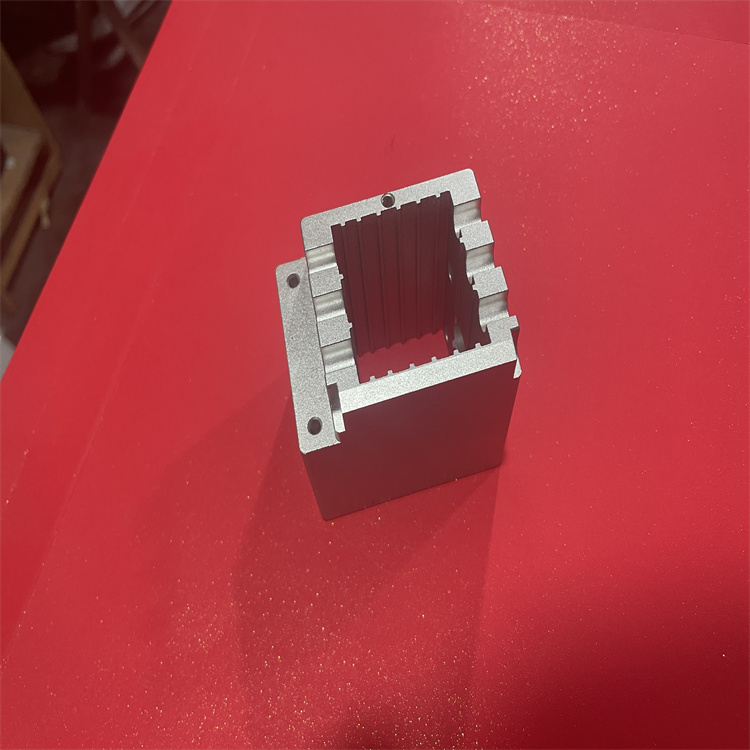
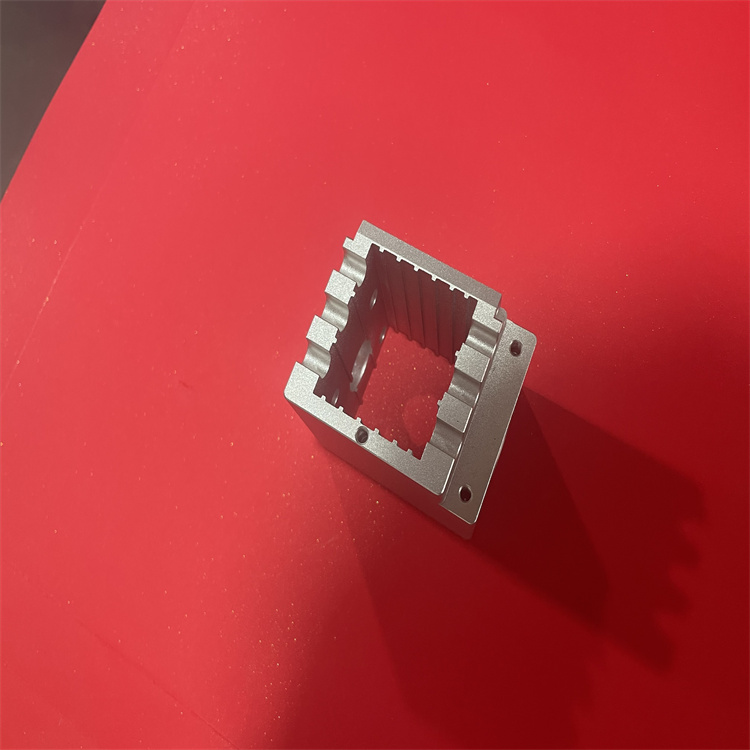
通訊零件加工")







